
Dapatkan Penawaran

+86-18862679789


admin@evertopest.com

kinerja ekstrusi berbeda dengan arah rotasi yang berbeda?
Dalam proses pencampuran bahan, kinerja ekstruder sekrup kembar secara langsung menentukan efek pencampuran bahan, efisiensi produksi, dan kualitas produk akhir. Menurut arah putaran sekrup, ekstruder sekrup kembar dibagi menjadi ekstruder sekrup kembar yang berputar bersama dan ekstruder sekrup kembar yang berputar berlawanan, dan perbedaan utama antara keduanya terletak pada arah putaran sekrup. Apa yang tampak hanya perbedaan arah putaran menghasilkan perbedaan yang signifikan antara keduanya dalam karakteristik pemrosesan, kapasitas pencampuran, dan kompatibilitas produk.
Perbedaan utama antara sekrup kembar berputar bersama dan sekrup kembar berputar berlawanan terletak pada proses interaksi sekrup:
• Bila kedua ulir sekrup kembar yang berputar bersama mendorong material, gaya dorongnya akan saling bertumpukan;
• Bila kedua garis ulir dari sekrup kembar yang berputar berlawanan arah mendorong material, maka gaya dorongnya akan saling menghilangkan.
Hal ini menentukan prinsip kerja dasar dan karakteristik kinerja sekrup kembar yang berputar bersama dan berputar berlawanan.
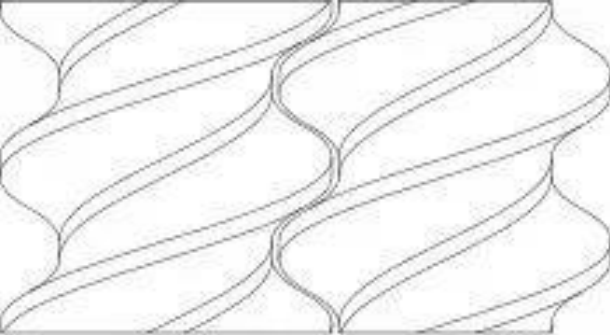
Gambar 4 Pemasangan sekrup kembar yang berputar bersama
Mode perkawinan dari sekrup kembar yang berputar bersama ditunjukkan pada Gambar 4. Kedua sekrup dari sekrup kembar yang berputar bersama berputar ke arah yang sama, dan ulir sekrup keduanya bertangan kanan. Penentuan arah pengangkutan material sama dengan penentuan arah pengangkutan material dengan sekrup tunggal.
Mode perkawinan sekrup kembar berputar berlawanan ditunjukkan pada Gambar 5. Kedua sekrup sekrup kembar berputar berlawanan arah, dan ulir kedua sekrup berputar berlawanan arah. Kedua sekrup berputar ke arah luar. Artinya, sepanjang arah ekstrusi, sisi kanan adalah sekrup kiri yang berputar searah jarum jam, dan sisi kiri adalah sekrup kanan yang berputar berlawanan arah jarum jam.
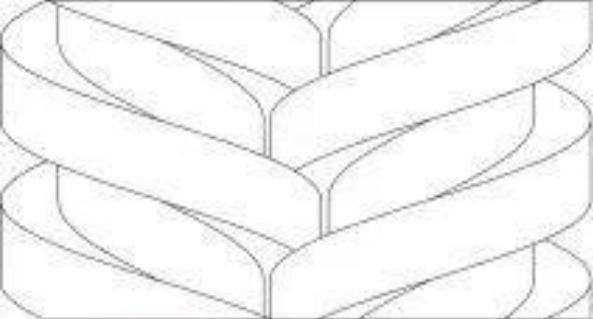
Gambar 5 Pemasangan sekrup kembar yang berputar berlawanan
Analisis hasil percobaan simulasi
Bidang fisik
1
Bidang tekanan
Dilihat dari peta awan tekanan (Gambar 6) dan kurva variasi tekanan (Gambar 7):
Pada proses ekstrusi sekrup kembar co-rotating, tekanan dalam saluran aliran berfluktuasi. Mengacu pada struktur setelah co-rotating twin-screw fit (Gambar 4), ditemukan bahwa fluktuasi tekanan berfluktuasi naik turun sesuai dengan posisi ridge sekrup. Hal ini karena punggungan sekrup adalah bagian permukaan sekrup yang menonjol tinggi, dan bahan yang diekstrusi mengalami gaya ekstrusi dan geser yang lebih kuat ketika melewati punggungan sekrup, sehingga tekanan seringkali relatif tinggi pada posisi punggungan sekrup.
Dalam ekstrusi sekrup kembar yang berputar berlawanan, tekanan pada pelari pertama-tama meningkat dan kemudian menurun sepanjang arah ekstrusi, dan tekanan tinggi lokal terjadi pada posisi tengah. Mengacu pada struktur pemasangan sekrup kembar yang berputar berlawanan (Gambar 5), ditemukan bahwa tekanan tinggi lokal terjadi pada titik penyatuan di tengah arah ekstrusi. Hal ini karena kedua sekrup berputar berlawanan arah, dan aliran material tidak merata atau terhambat selama proses ekstrusi, yang terakumulasi di posisi tengah dan kemudian membentuk tekanan tinggi lokal di saluran.
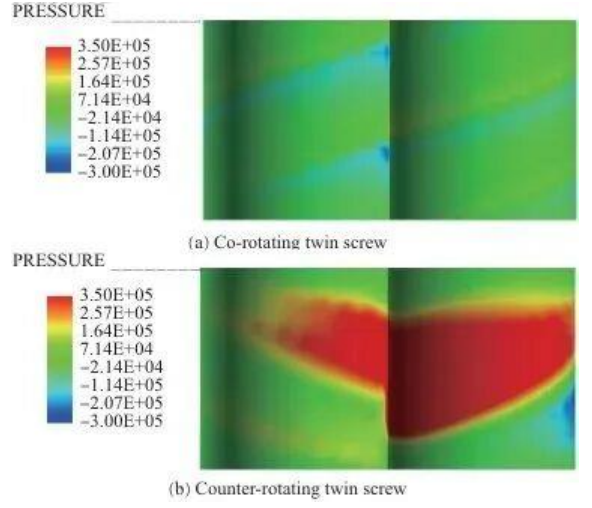
Gambar 6 Diagram awan tekanan pada runner selama proses ekstrusi
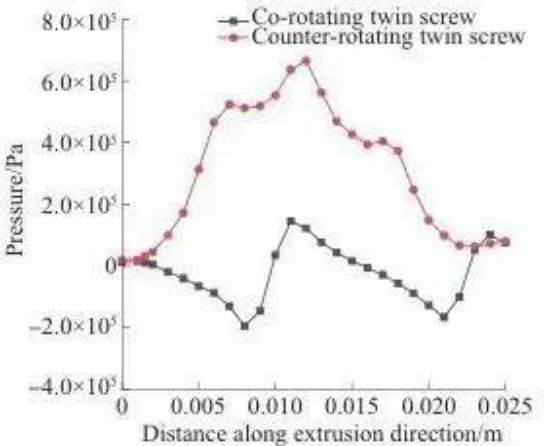
Gambar 7 Kurva variasi tekanan
2
Bidang laju geser
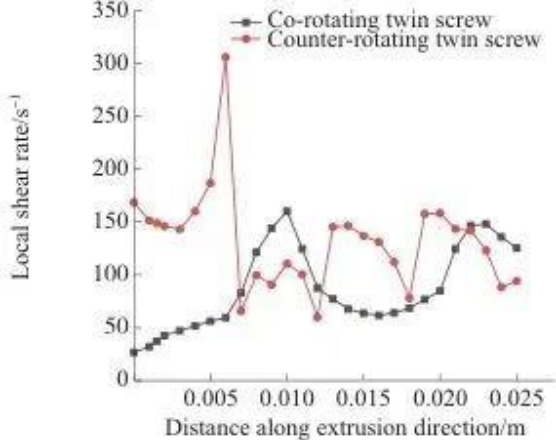
Dilihat dari shear rate cloud (Gambar 8) dan kurva variasi shear rate (Gambar 9):
Pada ekstrusi sekrup kembar yang berputar bersama dan ekstrusi sekrup kembar yang berputar berlawanan, laju geser lebih tinggi pada punggung sekrup dan lebih rendah pada alur sekrup. Alasan terjadinya fenomena ini adalah material mengalir lebih cepat pada celah yang sempit, dan jarak antara alur sekrup dan dinding bagian dalam laras lebih kecil, sehingga laju gesernya lebih tinggi, sedangkan jarak antara alur sekrup dan dinding bagian dalam laras lebih besar, sehingga laju gesernya lebih rendah.
Laju geser lokal yang tinggi pada sekrup kembar yang berputar berlawanan arah disebabkan oleh kebocoran.
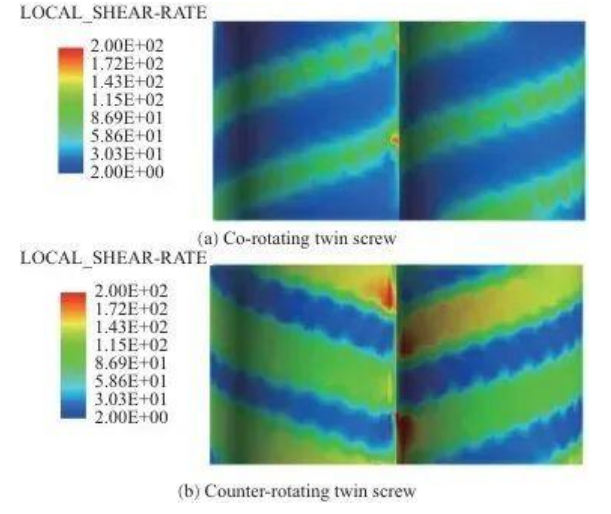
Gambar 8 Awan laju geser selama ekstrusi
Gambar 9 Kurva variasi laju geser
Pencampuran terutama dibagi menjadi pencampuran distributif dan dispersif.
Pencampuran terdistribusi digunakan untuk menggambarkan proses distribusi material, di mana material secara konstan disusun ulang dan diarahkan di bawah tekanan rotor sekrup;
Pencampuran dispersif digunakan untuk menggambarkan proses di mana ukuran material berubah ketika partikel material terus-menerus diregangkan dan dicukur. Metode partikel pelacak digunakan untuk melakukan statistik matematis pada parameter lintasan seperti waktu tinggal, indeks distribusi, skala pemisahan, dan distribusi tegangan geser maksimum untuk menganalisis perbedaan kinerja pencampuran antara sekrup kembar co-rotating dan sekrup kembar counter-rotating.
Kinerja pencampuran aksial
Distribusi waktu tinggal merupakan indikator penting untuk mengukur kinerja pencampuran aksial elemen sekrup. Ini menggambarkan distribusi waktu tinggal material dalam ekstruder sekrup kembar dalam dua bentuk: fungsi distribusi waktu tinggal kumulatif dan fungsi distribusi waktu tinggal, yang masing-masing dinyatakan dengan fungsi probabilitas dan fungsi kepadatan probabilitas.
1 Distribusi waktu tunggu kumulatif
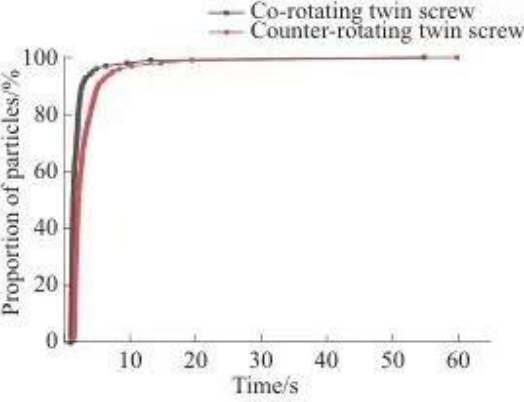
Kurva distribusi waktu tinggal kumulatif (Gambar 10) menggambarkan distribusi probabilitas kumulatif waktu tinggal fluida atau material dalam ekstruder.
Seperti terlihat pada Gambar 10, pada sekrup kembar co-rotating, waktu saat partikel pelacak pertama kali keluar dari runner adalah 1,00 s, waktu saat partikel pelacak benar-benar keluar dari runner adalah 54,82 s, dan lebar distribusi waktu tinggal adalah 53,82 s.
Pada sekrup kembar counter-rotating, waktu partikel pelacak pertama kali mengalir keluar saluran adalah 1,48 detik, waktu mengalir sempurna keluar saluran adalah 59,80 detik, dan lebar distribusi waktu tinggal adalah 58,32 detik.
Kurva distribusi waktu tunggu kumulatif dari sekrup kembar yang berputar bersama berada di atas waktu tunggu kumulatif dari sekrup kembar yang berputar bersama, dan kurva yang lebih tinggi menunjukkan bahwa lebih banyak partikel yang mengalir keluar dari saluran pada saat tertentu.
Gambar 10 Distribusi waktu tunggu kumulatif
2 Distribusi waktu tinggal
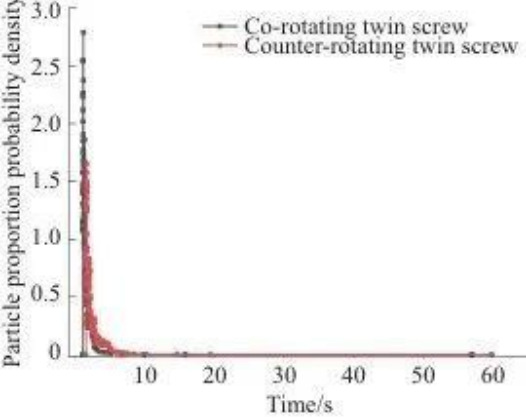
Kurva distribusi kepadatan probabilitas waktu tinggal menggambarkan distribusi probabilitas waktu tinggal material dalam ekstruder selama periode waktu yang berbeda. Kepadatan probabilitas yang lebih tinggi berarti probabilitas tinggal material yang lebih besar selama periode tersebut, sedangkan kepadatan probabilitas yang lebih rendah menunjukkan waktu tinggal yang relatif lebih singkat. Dari fungsi kepadatan probabilitas distribusi waktu tinggal (Gambar 11), diketahui bahwa:
Pada sekrup kembar yang berputar bersama, sebagian besar partikel terkonsentrasi pada 1,00 hingga 1,99 detik, dan pada sekrup kembar yang berputar berlawanan, sebagian besar partikel terkonsentrasi pada 1,48 hingga 2,97 detik. Kurva yang sesuai dari sekrup kembar yang berputar bersama lebih jauh ke kiri, dan puncaknya lebih tinggi, menunjukkan bahwa kapasitas pengangkutan sekrup kembar yang berputar bersama lebih kuat. Alasan untuk fenomena ini mungkin karena selama proses ekstrusi sekrup kembar yang berputar bersama, material diangkut secara paksa sepanjang jalur berbentuk "∞" oleh sekrup.
Dalam ekstrusi sekrup kembar yang berputar berlawanan, material bergerak dalam bentuk "C" dan bercampur serta bereaksi berulang kali dalam ruang berbentuk C, sehingga menghasilkan waktu tunggu yang lebih lama.
Gambar 11 Distribusi waktu tinggal
Kinerja pencampuran terdistribusi
1 Indeks distribusi
Indeks distribusi menggambarkan sifat reologi dan perilaku aliran bahan yang diekstrusi. Terlihat dari kurva indeks distribusi (Gambar 12) bahwa keseragaman distribusi sekrup kembar counter-rotating lebih baik dibandingkan dengan sekrup kembar co-rotating.
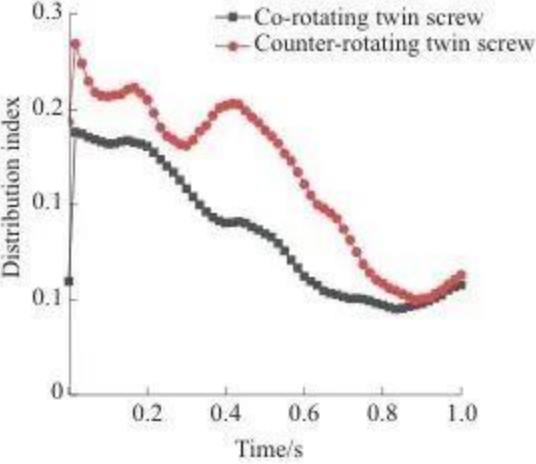
Gambar 12 Indeks Distribusi
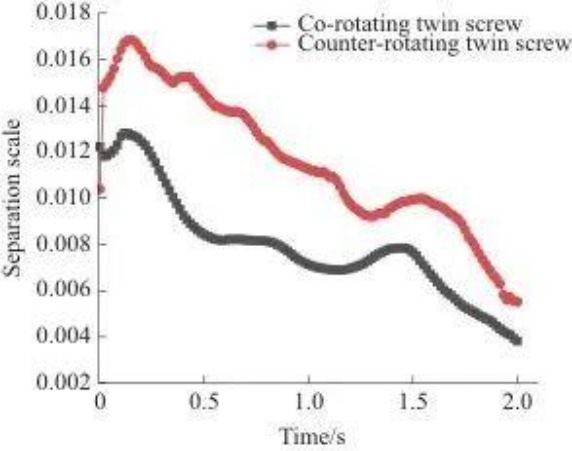
2 Skala pemisahan
Skala pemisahan mencirikan proses pencampuran terdistribusi. Gambar 13 menunjukkan kurva skala pemisahan. Pada saat awal, kedua partikel berada di kedua sisi saluran masuk, sehingga nilai skala pemisahannya besar. Seiring bertambahnya waktu, skala pemisahan menurun di bawah efek pencampuran sekrup, kurva menurun, tingkat pencampuran distribusi partikel permukaan semakin dalam, dan terjadi fenomena fluktuasi selama proses, yang disebabkan oleh agregasi partikel selama proses aliran.
Kurva skala pemisahan sekrup kembar yang berputar bersama selalu di bawah kurva skala pemisahan dari sekrup kembar yang berputar berlawanan, yang menunjukkan bahwa distribusinya lebih seragam.
Gambar 13 Skala pemisahan
Dalam ekstrusi sekrup kembar yang berputar bersama, kedua sekrup berputar ke arah yang sama dan membentuk efek geser yang kuat pada titik penyatuan, dan material bertukar beberapa kali di antara sekrup, yang membantu mencapai pencampuran distribusi yang seragam.
Dalam ekstrusi sekrup kembar berputar berlawanan, sebagian besar material tertahan di ruang berbentuk C, dengan hanya sejumlah kecil material mengalir keluar dari celah untuk digeser dan diregangkan. Penyegelannya baik, mengurangi aliran material yang tidak teratur pada runner, sehingga keseragaman campuran juga berkurang.
Kinerja dispersi dan pencampuran
Proses dispersi dan pencampuran adalah proses di mana ukuran partikel terus mengecil, dan gaya geser serta tarik yang dikenakan pada partikel material memainkan peran penting dalam proses ini.
Tegangan geser maksimum yang dialami oleh partikel pelacak menunjukkan proses geser yang dialami partikel pelacak selama proses ekstrusi sekrup kembar. Semakin besar proporsi partikel pelacak yang mengalami geseran tinggi, semakin baik efek dispersi sekrupnya.
Gambar 14 menunjukkan kurva probabilitas tegangan geser maksimum. Seperti dapat dilihat dari Gambar 14, kurva yang berhubungan dengan sekrup kembar yang berputar berlawanan berada di atas kurva sekrup kembar yang berputar bersama.
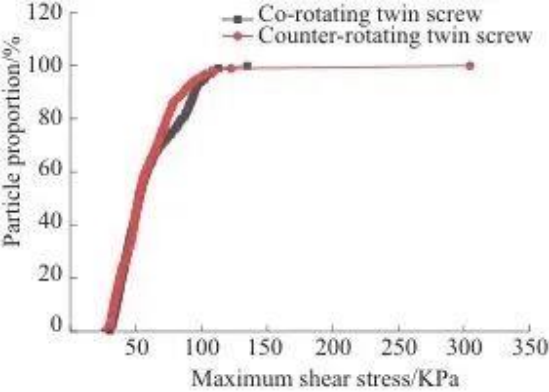
Gambar 14 Probabilitas tegangan geser maksimum
Gambar 15 menunjukkan kurva kepadatan probabilitas tegangan geser maksimum. Dari Gambar 15 terlihat bahwa tegangan geser maksimum yang ditahan partikel terkonsentrasi pada puncak tonjolan kurva.
Kedua fitur kurva tersebut menunjukkan bahwa sekrup kembar yang berputar berlawanan memiliki kemampuan dispersi yang lebih kuat dan dapat memberikan efek geser dan tarik yang lebih kuat dibandingkan sekrup kembar yang berputar bersama.
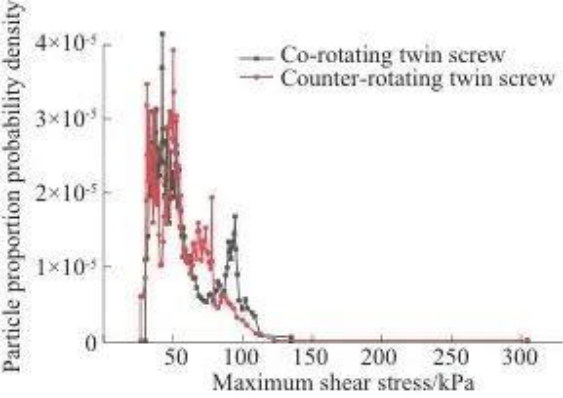
Gambar 15 Kerapatan probabilitas tegangan geser maksimum
Analisis Hasil Eksperimen
Analisa uji impak tarik
Gambar 17 dan 18 masing-masing menunjukkan data uji tarik dan impak.
Kekuatan tarik dan regangan tarik pada putusnya spline material yang diekstrusi dengan ekstrusi sekrup kembar berputar bersama sedikit lebih tinggi dibandingkan dengan ekstrusi dengan ekstrusi sekrup kembar berputar berlawanan.
Penyerapan energi tumbukan dan kekuatan tumbukan dari spline material yang diekstrusi dengan ekstrusi counter-screw sedikit lebih tinggi dibandingkan dengan yang diekstrusi dengan ekstrusi co-screw.
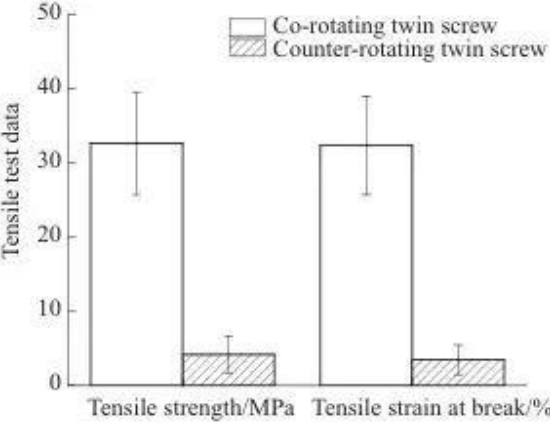
Gambar 17 Data uji tarik
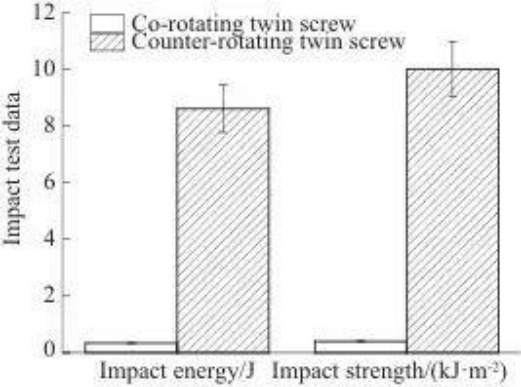
Gambar 18 Data uji dampak
Hasil uji reologi
Sifat reologi polimer biasanya tercermin dalam modulus penyimpanan (G'), modulus kehilangan (G'), dan viskositas komposit (η*). Modulus penyimpanan mencerminkan elastisitas material, modulus kehilangan mencerminkan viskositas material, dan viskositas komposit mencerminkan berat molekul. Fluiditas lelehan polimer bergantung pada kemampuan segmen rantai molekul untuk bergerak. Ekstrusi sekrup mengubah struktur molekul PLA, menyebabkan rantai molekulnya putus dan mengurangi viskositasnya.
Gambar 19 menunjukkan kurva viskositas komposit η* dengan frekuensi sudut. Terlihat dari Gambar 19 bahwa η* semakin berkurang seiring bertambahnya frekuensi sudut.
Karena perbedaan struktural, sekrup kembar yang berputar berlawanan memiliki kemampuan dispersi dan pencampuran yang lebih kuat, dan rantai molekul putus lebih sempurna. Oleh karena itu, η* material yang diekstrusi oleh sekrup kembar yang berputar berlawanan lebih rendah dibandingkan dengan sekrup kembar yang berputar bersama.
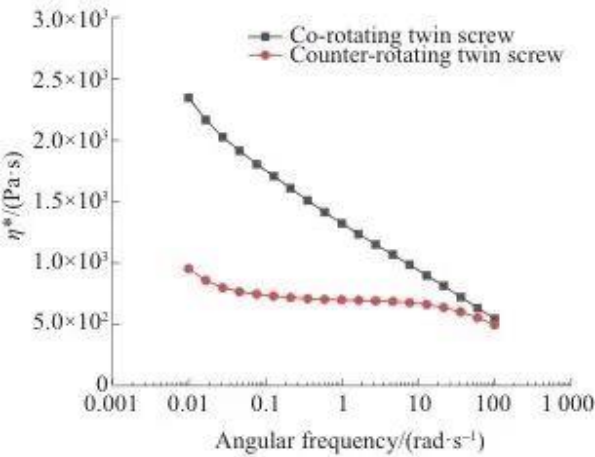
Gambar 19 Kurva η * dengan frekuensi sudut
Ringkasan
Keuntungan dari ekstruder sekrup kembar yang berputar bersama:
• Medan aliran (terutama tekanannya) relatif stabil.
• Kemampuan pencampuran distribusi yang sangat kuat, keseragaman distribusi material yang tinggi.
• Waktu tinggal material yang singkat dan efisiensi pengangkutan yang tinggi memudahkan pemrosesan material yang sensitif terhadap panas dan mengurangi risiko degradasi termal.
• Produk yang diekstrusi mempunyai sifat tarik yang lebih baik.
Keuntungan dari ekstruder sekrup kembar yang berputar berlawanan:
• Kapasitas peningkatan tekanan yang lebih kuat (namun hati-hati terhadap kemungkinan tekanan tinggi lokal).
• Pengguntingan yang lebih intens, kemampuan dispersi dan pencampuran yang unggul. Ini dapat memberikan efek peregangan yang lebih kuat.
• Waktu tunggu yang lebih lama dan distribusi bahan yang lebih luas, cocok untuk proses yang memerlukan waktu reaksi atau pencampuran yang cukup.
• Produk ekstrusi memiliki kekuatan impak yang lebih tinggi dan viskositas lelehan yang lebih rendah (pemutusan rantai molekul yang lebih menyeluruh).
Sebuah Lini Produksi Panel Komposit Tahan Api Kelas Tidak Mudah Terbakar adalah sistem produksi yang dirancang untuk memproduksi panel komposit berwajah logam yang bahan intinya memenuhi klasifikasi tidak mudah terbakar tertinggi yang digunakan dalam dekorasi eks...
View MoreBahan baku FR adalah senyawa inti tahan api yang digunakan di dalam panel komposit aluminium tahan api, dan umumnya tersedia dalam dua bentuk: butiran, yang merupakan pelet mentah yang dimasukkan ke dalam peralatan ekstrusi, dan gulungan inti atau kumparan inti, ya...
View MoreLini produksi panel yang lengkap jarang berdiri atau jatuh hanya pada mesin press utama atau unit laminasi saja. Dalam praktiknya, peralatan bantu untuk lini produksi panel setup — mesin leveling, unit delaminasi, platform pengangkat, pelapis, mixer kering, kalen...
View MoreSebuah Lini Produk Pelapis Warna Aluminium adalah sistem peralatan yang digunakan untuk menerapkan dan mengeringkan lapisan warna yang tahan lama pada kumparan atau strip aluminium dalam proses otomatis dan berkelanjutan, dan merupakan investas...
View More
Klaster Industri Desa Tanshang, Jalan Ganghua, Kota Jingang, Kota Zhangjiagang, Provinsi Jiangsu, Tiongkok

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Hak Cipta © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Semua Hak Dilindungi Undang-undang. Produsen Lini Produksi Panel Komposit Kustom






